
GTシリーズの部分と溝入れ工具
GTシリーズカバー FC、MC、RC、FG、MG、FT、MT、OR、MRの幾何学。 完全な用具のホールダーによって装備されていて、それらは部分、細長かったり、回ることおよびプロフィールの機械化を達成できます;そして複数の等級と、それらは鋼鉄、ステンレス鋼、鋳鉄および高温合金のような材料の機械化の必要性を満たすことができます。
 |
 |
 |
 |

- Feature
- Application
- Application case
インサート特性
 |
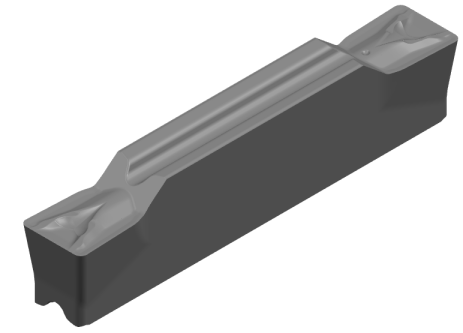
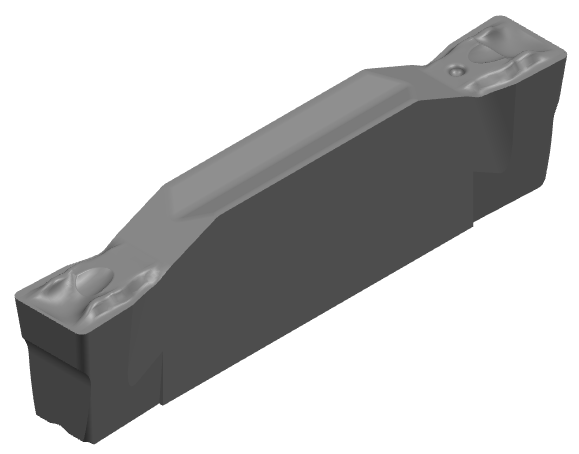
FT-Low フィード ターニング
●●●●端の傾斜の設計、刃先の鋭く保障して下さい; 軸旋回加工に適しています。 ●●●●武装アームとチップブレーカの設計 放射状の溝を、効果的に制御破片のカールおよび流れの方向に対処することができます; ●●●●大きいrakeの角度の設計 刃先の鋭さを保障して下さい |
 |
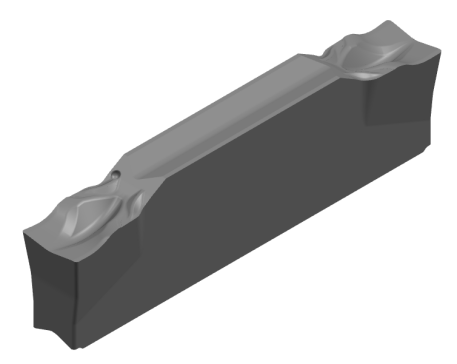
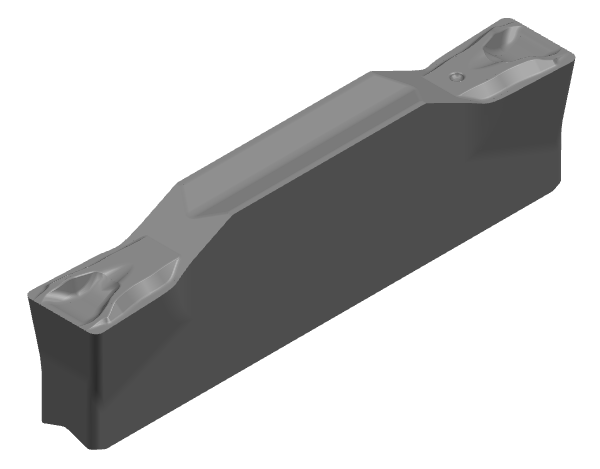
MT-の 中型飼料 – ツーリング
●●●●小さい端の幅および端の傾斜の設計、刃先の端の強さそして鋭く保障して下さい; 軸回転加工に適しています。 ●●●●切断幅の設計の大きいrakeの角度, 端の強さを保障し、破片力を減らして下さい。 ●●●●チップブレーカ設計 効果的に制御破片のカール |
 |
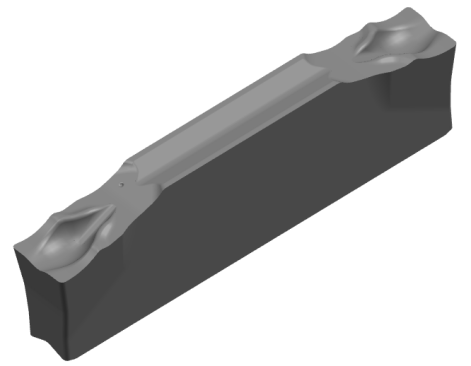
FC-Low フィード パーツ
●●●●曲げられた前部切断の表面および大きい前部角度の設計、鋭い刃の端を作成して下さい; ●●●●3Dチップポケット よい破片の包むことおよび取り外しの効果を保障します; ●●●●V字型刃先の設計、低い供給の溝を作ることのために適した破片のカールのためによい。; |
 |
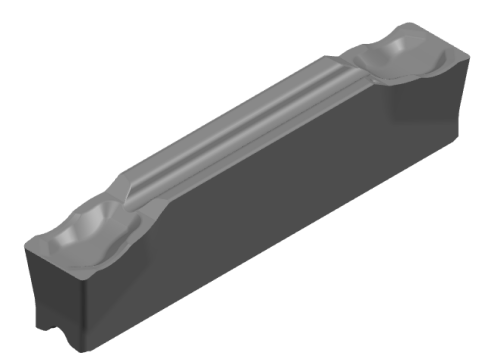
MC-中型フィードパート
●●●●曲げた顔, 端の土地の低下を調節し、鋭さを保障し、切断の端を同時に増強して下さい; ●●●●C型刃先, 刃先の鋭さを確保し、中型送り切断に適しています。 ●●●●勾配カールチップブレーク, チップをヘリカルにしっかりとカールします。 |
 |
RC-ハイフィード -Parting
●●●●切断角のためのシャンファー、高い供給および中断の処理を満たすためにインサートの端の強さおよび用具の生命を、改善して下さい; ●●●●チップブレーカ設計, 密集したカールを螺線形の破片に制御するために; ●●●●切断幅の設計の大きいrakeの角度, 端の強さを保障し、破片力を減らして下さい。 |
 |
FG- 低い供給-溝を作ること
●●●● 刃先の真ん中にラガーチップポケットをセットし、部屋をチップを解放します。 フロント・リッジの端で、 ●●●● リッジは破片の排出の方向を制御するために刃先が付いている特定の角度を、形作ります。 ●●●● 切断幅の設計は切断の強さを改善します。 |
 |
MG-媒体の供給-Grooving
●●●●負のレーク 勾配カールチップブレーク, 破片の螺線形のための優秀な制御を保障して下さい; ●●●●破片ブレーカの設計、密集したカールを螺線形の破片に制御するために; ●●●●どれもまたは小さい切断の幅の設計の大きいrakeの角度, 端の鋭さを保障し、破片力を減らして下さい。 |
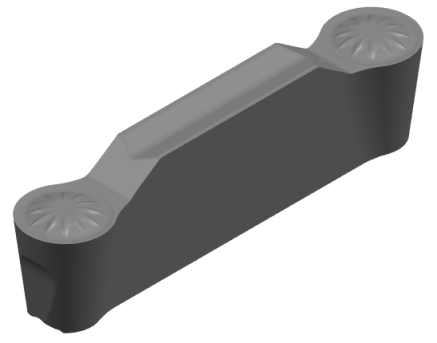 |
MR-媒体の供給-プロファイリング
●●●● 曲げられた端の設計は端の強さを改善し、切断の滑らかさを高めます; ●●●● 平たい箱の多漸進的な切断の腕の設計は、よい破片の破損を保障します |
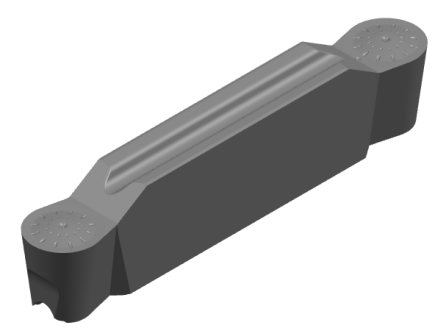 |
OR精密供給-プロファイリング
●●●● よい表面ワークピースの質を保障する鋭い端の設計; ●●●● 切削液の接触面積を増加させる水滴のタイプ脱熱器の設計。 |
グレード紹介
多数のコーティングの等級、 鋼鉄、ステンレス鋼、鋳鉄および高温合金等のような材料の処理の必要性をカバーして下さい。
PVD:GST7135 GAT7125 GST7115
CVD:GM1230 GK1115
ツールホルダー特性
位置溝図 左右のシフトを制限 左右のねじりを制限する |
●●●●安定性:
V字型のポジショニングに基づいて、両端に傾斜したセクションとプラットフォームの設計と組み合わせることで、ブレードの軸加工を効果的に低減し、横方向の変位とねじりが生じます。 また、力分布を適用することにより、刃の力面積が大きく、mの粗さが均一で、刃の骨折の危険性を減らし、加工安定性を改善します。 |
Insert:
| Geometry | Radial feed | Axial feed |
| FT |  |
 |
| MT |  |
 |
| FC |  |
|
| MC |  |
|
| RC |  |
|
| FG |  |
 |
| MG |  |
 |
| MR |  |
 |
| OR |  |
 |
Tool holder:
The types and specifications of the tool holder are complete, covering a wide range, and can meet the needs of machining outer circles, inner holes, and end faces. We can provide an outer cylindrical tool holder for use with a walking machine, paired with a brand new high-pressure internally cooled outer cylindrical turning tool holder, to provide customers with a better tool usage experience.
| Number | Toolholder series | Processing type | Diagram | Remarks |
| 1 | GTE | External |  |
 |
| 2 | GTI | Internal |  |
 |
| 3 | GTF | Facing |  |
  |
| 4 | GTFP | Facing |  |
  |
| 5 | GTE*-S | External
(used for CNC precision automatic lathe ) |
 |
 |
| 6 | GTE*-C | External
(Precision cooling) |
 |
 |
GTD-FTカット加工ケース(フランジ)
| インサート | GTD400F040-FTの特長 |
 |
| グレード | GST7115の特長 | |
| 材料: | インコネル718(HB277) | |
| スピード | 25m/分 | |
| フィードバック | 0.06mm/r |  |
| フィードバック | 4ミリメートル | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | 外部溝入れ |
GTD-MTカット加工ケース( カウンターウェイト)
| インサート | GTD400F040-MTの特長 | 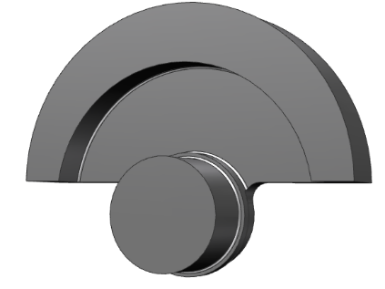 |
| グレード | GST7135の特長 | |
| 材料: | GCr15 (HRC18-20) | |
| スピード | 94m/分 | |
| フィードバック | 0.05mm/r | 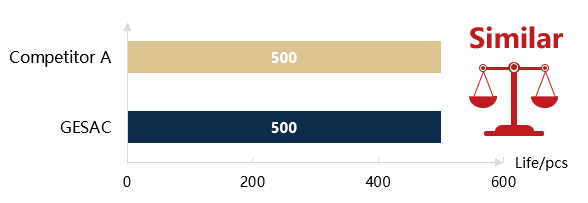 |
| フィードバック | 3.1mmの | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | 向きの回転 |
GTD-FCカット加工ケース( ダンプ)
| インサート | GTD200C020-FCの特長 | 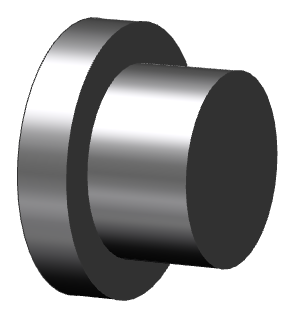 |
| グレード | GST7135の特長 | |
| 材料: | 12Cr21NiSTの お問い合わせ | |
| スピード | 150m/分 | |
| フィードバック | 0.02mm/r | 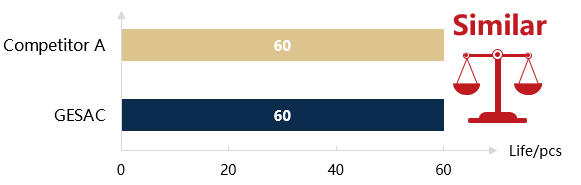 |
| フィードバック | 2ミリメートル | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | パーティクル |
GTD-MCカット加工ケース( 留め具)
| インサート | GTD200C020R06-MCの特長 | 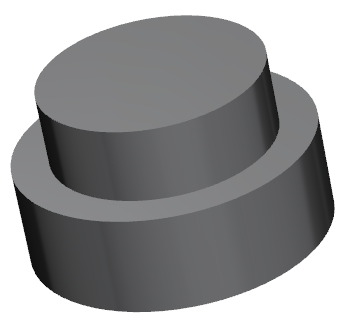 |
| グレード | GST7135の特長 | |
| 材料: | 鋼鉄 12L14 | |
| スピード | 150m/分 | |
| フィードバック | 0.12mm/r | 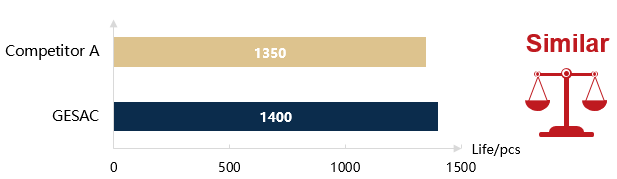 |
| フィードバック | 8mmの | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | パーティクル |
GTD-RCカット加工ケース( フランジ)
| インサート | GTD300E030-RCの特長 | 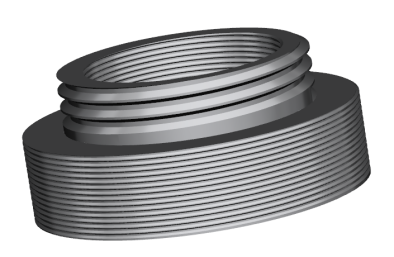 |
| グレード | GST7135の特長 | |
| 材料: | 40Crの | |
| スピード | 24メートル/分 | |
| フィードバック | 0.12mm/r | 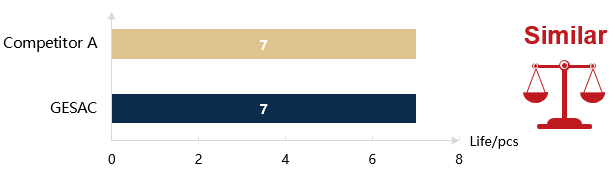 |
| フィードバック | 12ミリメートル | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | パーティクル |
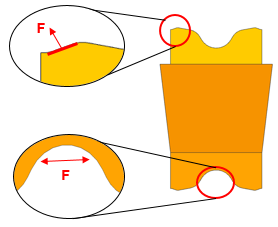
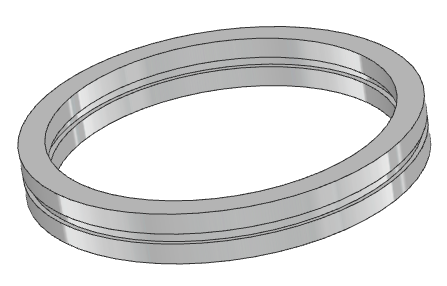
GTD-FG – 切削加工ケース(ヒートシールド)
| インサート | GTD300E040-FGの特長 |  |
| グレード | GST7135の特長 | |
| 材料: | GH4169 (HB≥346) | |
| スピード | 39m/分 | |
| フィードバック | 0.075mm/r | 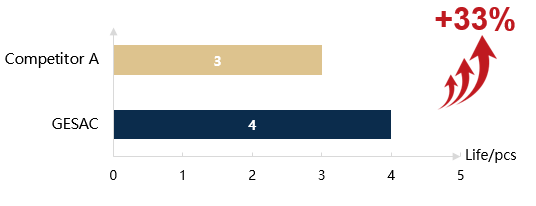 |
| フィードバック | 10ミリメートル | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | 溝入れ |
GTD-MGカット加工ケース( バルブロッド)
| インサート | GTD300E030-MG | 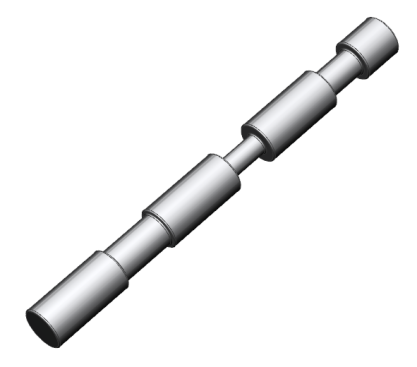 |
| グレード | GST7135の特長 | |
| 材料: | SCM425Hの特長 | |
| スピード | 88m/分 | |
| フィードバック | 0.15mm/r | 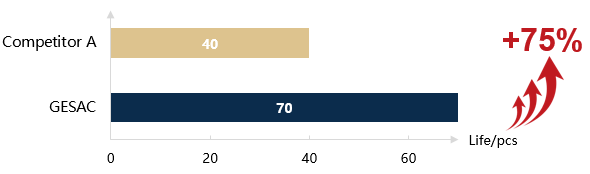 |
| フィードバック | 5.7mmの | |
| クーリング | 水の基づいた乳剤 | |
| マシニングタイプ | 溝および回転 |
GTD-ORカット加工ケース(タービンディスク)
| インサート | GTD400F200-ORの特長 |  |
| グレード | GST7115の特長 | |
| 材料: | GH4097 (HRC38-45) | |
| スピード | 32m/分 | |
| フィードバック | 0.1mm/r |  |
| フィードバック | 0.2ミリメートル | |
| クーリング | 水ベースの乳剤/外部冷却 | |
| マシニングタイプ | 顔のプロファイリング |
GTD-MRカット加工ケース(プーリー)
| インサート | GTD400F200-MRの特長 | 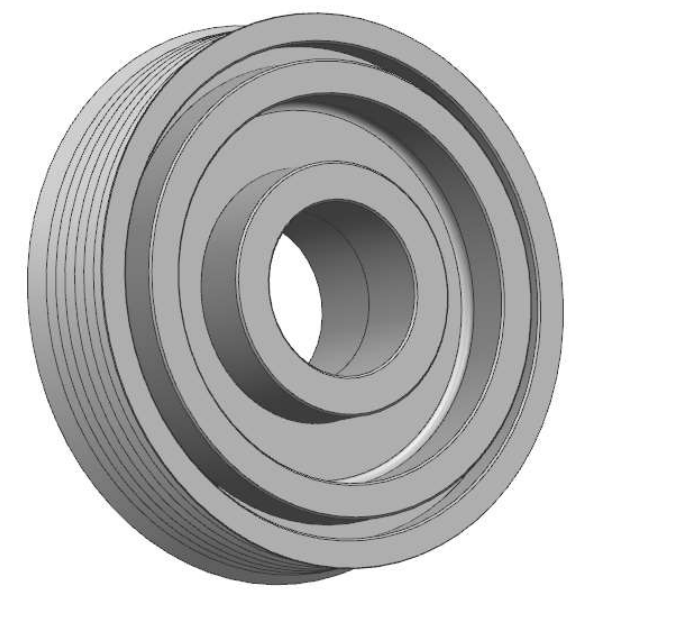 |
| グレード | GK1115の特長 | |
| 材料: | 10#(HB60-80) | |
| スピード | 305m/min | |
| フィードバック | 0.14mm/r | 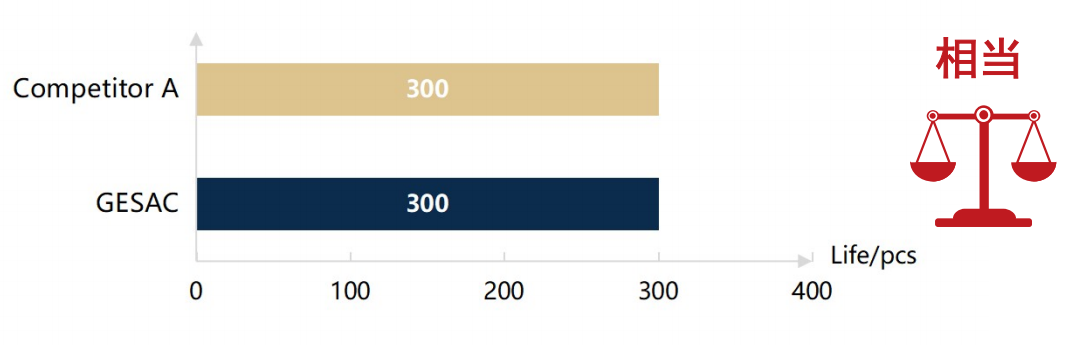 |
| フィードバック | 17ミリメートル | |
| クーリング | 水ベースの乳剤/外部冷却 | |
| マシニングタイプ | 顔のプロファイリング |